
Технология
Технология, внедряемая компанией Wital включает в себя способ производства профиля из поливинилхлорида.
technologia
Технология внедряемая компанией Wital
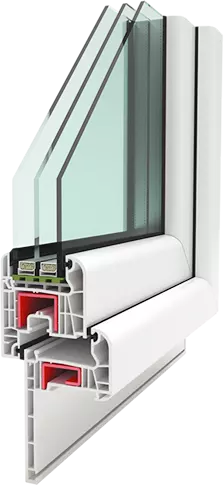
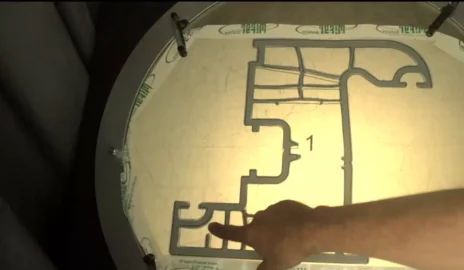
Выдавливаемые из полихлорвинила профили имеют ряд применений. Наиболее популярными являются профили для конструкции рам и коробок окон и дверей. Эти профили изготавливаются из порошкового сырья, которое плавится, а расплавленная масса выдавливается (экструдируется) через головку, придающую ей требуемую форму профиля.
Mieszanie kolumna lewa
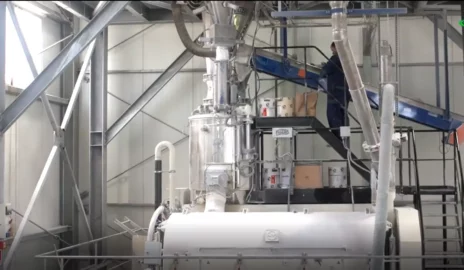
Первой фазой производства профилей является подготовка сырья по определенному рецепту. Этот рецепт возник в результате многих проб и испытаний. Для получения нужной смеси необходимо несколько компонентов: ПВХ, стабилизатор, модификатор ударостойкости, наполнитель (мел), титановые белила. Все ингредиенты дозируются в надлежащих пропорциях автоматизированной системой взвешивания в смеситель, где они прочно соединяются в процессе смешивания.
Mieszanie kolumna prawa
Данные компоненты доставляются от поставщиков из Польши и Западной Европы в упаковках типа биг-бэг или навалом (автоцистерны).
За процессом смешивания следит специально разработанная для этой цели компьютерная система, которая наблюдает за работой весов, механизмов подачи, насосов, двигателей и других элементов системы. Устройства высокого класса и очень точные весы позволяют изготавливать воспроизводимые партии сырья по строго определенному рецепту.
Galeria mieszanie




EKSTRUZJA
ЭКСТРУЗИЯ
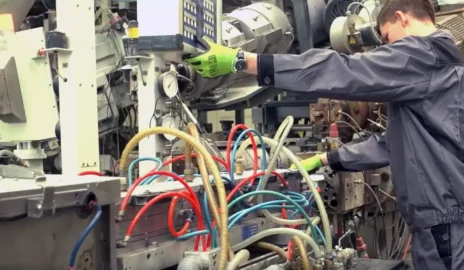
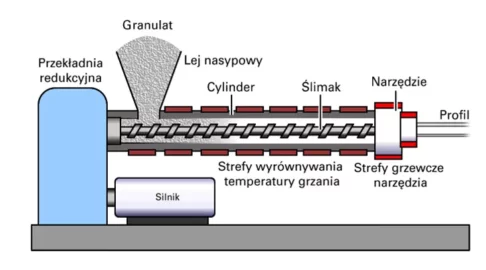
Подготовленная таким образом смесь подается в загрузочную воронку червячного экструдера, откуда она подается в зону питания шнека, где пластмассу предварительно нагревают до температуры в диапазоне 150-175 °C, а наиболее предпочтительно до 155 °C.
EKSTRUZJA kolumna lewa
Затем пластмасса сгущают и транспортируют с помощью шнека в сторону формирующей головки экструдера. В зоне сжатия происходит дальнейшее сгущение пластмассы - смесь ПВХ переходит из твердого состояния в пластическое состояние и ее подогревают до температуры 160-170 °C. Установлено, что наиболее предпочтительная температура это 165 °C.
Поочередно в зоне дозирования механическое и тепловое придание однородности и повышение давления пластифицированной массы до уровня необходимого для преодоления сопротивления протеканию через головку. Кроме того в этой зоне увеличивается температура пластмассы до 160-190 °C. Установлено, что наиболее предпочтительная температура это 180 °C. Из зоны дозирования шнека, пластмассу подают в головку, где в последним геометрическом элементе головки, т. е. в формующей головке экструдера, масса будет окончательно формироваться, а на выходе из головки у нее температура 170-190 °C. Установлено, что наиболее предпочтительная температура это 185 °C.
EKSTRUZJA kolumna prawa
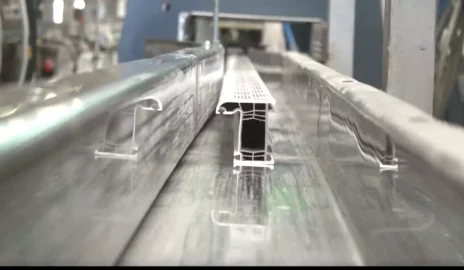
Из головки экструдера пластифицированная и предварительно формированная масса передается в систему калибровки. Блок калибраторов (в первой фазе сухих) охлаждает пластическую массу, получая от нее тепло, и точно формирует ей соответствующую форму с помощью вакуума, созданного с помощью насосов. Предварительно охлажденная масса передается «в ванну», которую реализуют мокрые калибраторы, называемые турбо танками. Во время всего процесса профиль подвергают воздействию вакуума, который позволяет отобразить инструменту его форму. Результат процесса это продукт в виде оконного профиля с температурой, близкой температуре окружающей среды.
Процесс имеет непрерывный характер, а группа пил или гильотин режет профиль на отрезки соответствующей длины. Дополнительно на профиль будет нанесена защитная пленка, которая защищает профиль от повреждения его во время транспортировки или при производстве окон. Готовые профили (длиной в 6,5 метра) укладываются на поддонах, позволяющих на их безопасное хранение и транспортировку.
EKSTRUZJA galeria



Okleinowanie tytuł sekcji
Ламниация
Процесс пленки осуществляется с использованием наиболее проверенных, высокого качества ламинатов компании LG Hausys, характеризующихся высокой химической стойкостью, устойчивость к атмосферным воздействиям, как и устойчивостью к изменениям температуры.
Okleinowanie kolumna lewa
В сложном процессе пленки используются термоплавкие клеи на основе новейших технологий, которые соответствуют всем необходимым стандартам. Декоративную пленку закрепляют на специальном разматывателе и подводят с помощью валиков к наносящей головке, где наносится на него связывающее вещество (расплавленный в специально для этого предназначенном «плавильной емкости» клей).
Профиль на входе в машину, наносящую клей (машины для пленки), очищают, обезжиривают, и предварительно обработан с помощью «Primer», находящегося в резервуаре. С помощью воздушных обогревателей или инфракрасных ламп IR, осушают профиль для того, чтобы избежать возможных неровностей на его поверхности
Okleinowanie kolumna prawa
Подготовленный таким образом профиль транспортируется в зону прессов, где два материалы соприкасаются друг с другом (предварительно подготовленный профиль и пленка со связывающим веществом). С помощью прессующего цилиндра происходит прочное соединение обоих материалов, т. е. подача декоративной пленки.
Перед тем как покинуть систему, профиль покрывают дополнительно защитной пленкой, защищающей его во время дальнейшей эксплуатации. У нас на складе профили, ламинированные с одной или с двух сторон в шести стандартных цветах. Предложение дополняют профили более чем тридцати цветов, которые выполняются по заказу. Наличие этих пленок на складе позволяет соблюдать быстрый срок реализации заказов на нестандартные цвета.