
Технологія
Технологія, що впроваджується фірмою Wital, обіймає спосіб виготовлення профілів із поліхлорвінілу.
technologia
Технологія, що впроваджується фірмою Wital
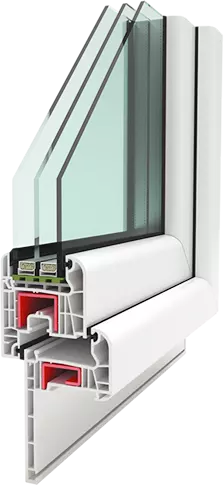
Екструдовані профілі з поліхлорвінілу мають ряд застосувань. Найбільш популярними є профілі для конструкції рам і стулок вікон або дверей. Ці профілі створюється з порошкоподібної сировини, яку розплавляють, а розплав екструдований за допомогою фільєри, надає бажану форму профілю.
Mieszanie kolumna lewa
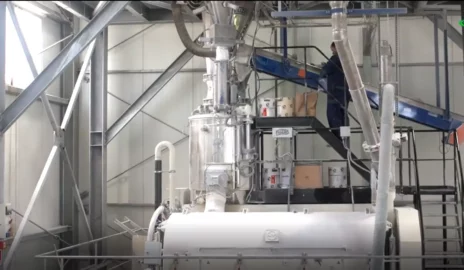
Перша фаза виготовлення профілів - це підготовка сировини згідно з визначеною рецептурою. Ця рецептура виникла в результаті багатьох проб і досліджень. Для отримання відповідної суміші потрібними є декілька компонентів: ПВХ, стабілізатор, модифікатор ударної в’язкості, заповнювач (крейда), титанова білизна. Всі компоненти дозуються у відповідних пропорціях за допомогою автоматизованої системи зважування для змішувача, де стають з’єднані в процесі змішування.
Mieszanie kolumna prawa
Ці компоненти завозяться від постачальників з Польщі та Західної Європи в упаковках «біг-бег» або розсипом (автоцистернами).
Над процесом змішування наглядає спеціально для цього розроблена комп'ютерна система, яка контролює поплавок ваг, показники живильників, насосів, двигунів та інших компонентів установки. Пристрої високого класу та дуже точні ваги дозволяє вироблення повторюваних партій сировини відповідно до стисло визначеної рецептури.
Galeria mieszanie




EKSTRUZJA
ЕКСТРУЗІЯ
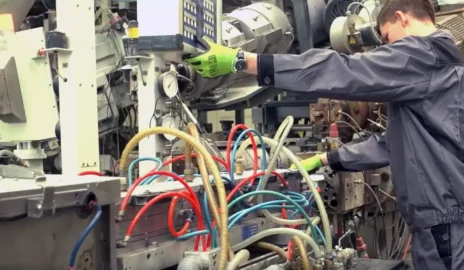
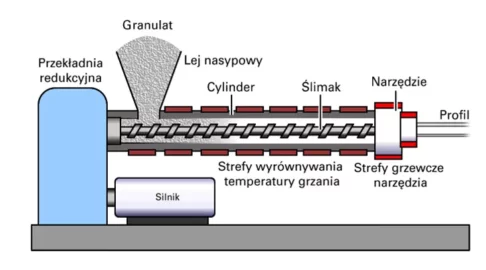
Приготовану таким чином суміш вводять у бункер шнекового екструдера, звідки його відводять до зони подачі шнека, де матеріал попередньо нагрівають до температури в межах 150 - 175 ° C, а найбільш переважно до 155 ° C
EKSTRUZJA kolumna lewa
Потім матеріал згущується і транспортується за допомогою руху оборотної черв’ячної передачі у напрямі філь’єрної головки. У зоні стискування виникає подальше згущування матеріалу – суміш ПВХ переходить з постійного стану в пластифікований стан та обігрівається до температури 160 – 170°C. Найбільш оптимальна температура - це 165°C.
По черзі в зоні дозування відбувається механічна і термічна гомогенізація, а також підвищення тиску пластифікованої маси до необхідного рівня, для подолання опору екструзійної головки. Крім того, в цій зоні виростає температура матеріалу до 160 – 190°C. Найбільш оптимальною температурою є 180°C. Із зони дозування черв’ячної передачі, матеріал впроваджується до головки, де в останньому геометричному елементі головки, так званій філь’єрі, маса стає безповоротно сформованою та осягає на виході головки температуру 170–190°C. Найбільш вигідна температура - це 185°C.
EKSTRUZJA kolumna prawa
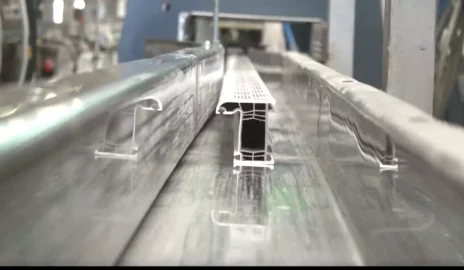
З філь’єри головки пластифікована і заздалегідь сформована маса потрапляє до калібруючої системи. Комплекс калібраторів (у першій фазі - сухих) охолоджує пластичну масу віддаляючи з неї тепло і точно формуючи її у відповідну форму за допомогою вакууму створеного в насосах. Попередньо охолоджена маса потрапляє «до ванни», яку реалізовують мокрі калібратори, звані турбоцистернами. Протягом усього процесу профіль піддається дії вакууму, який дозволяє інструменту відображати його форму. Ефект процесу - продукт у вигляді віконного профілю з температурою, близькою до температури навколишнього середовища.
Процес має безперервний характер, а група пил розрізає профіль на відповідні відрізки. Додатково, на профіль наносять захисну плівку, яка захищає профіль від пошкоджень під час транспортування або при виробництві вікон. Готові профільні штанги (довжиною 6,5 м) укладаються в піддони для безпечного зберігання та транспортування.
EKSTRUZJA galeria



Okleinowanie tytuł sekcji
Ламінація
Процес ламінування відбувається при використанні найбільш перевірених, високих за якістю плівок ламінації фірми LG Hausys, які характеризуються високою хімічною стійкістю, стійкістю до погодних умов та стійкістю до змін температури.
Okleinowanie kolumna lewa
Для складного процесу нанесення плівки використовується термоплавкі клеї на базі найновіших технологій, які відповідають всім необхідним стандартам. Декоративна плівка укріплюється на спеціальному розмотувачу та проводиться за допомогою валиків до покриваючої головки, де на неї наноситься сполучна речовина (розплавляється в спеціально призначеному клеї "плавильний").
Профіль на вході до покриваючої машини (крайові плівкові апарати) стає очищений, знежирений та заздалегідь оброблений речовиною «Primer», що міститься в баку. За допомогою нагрівачів повітря або інфрачервоних ІЧ-ламп профіль сушиться, щоб уникнути будь-яких нерівностей на його поверхні.
Okleinowanie kolumna prawa
Підготовлений таким чином профіль транспортується до зони пресів, де два матеріали стикаються з собою (підготовлений заздалегідь профіль і плівка з клеєм). За допомогою пресового валку наступає тривале склеювання обох матеріалів, тобто нанесення ламінаційної плівки.
Перед виходом з установки профіль покривається додатково захисною плівкою, що захищає його під час подальшої експлуатації. На складі ми маємо профілі ламінації, односторонні і двосторонні, в шести стандартних кольорах. Пропозицію доповняють профілі в понад тридцяти кольорах, які виконуються на замовлення. Наявність цих плівок на складі дозволяє швидко доставляти замовлення в нестандартних кольорах.